En la flotación, entender estos parámetros es la diferencia entre una operación reactiva y una optimización real de la recuperación.
En la gestión operativa de una planta concentradora, es común atribuir las caídas en la recuperación a variaciones en la ley de alimentación o a la dosificación de reactivos.
Sin embargo, existe un factor crítico que a menudo permanece «invisible» para los sistemas de control convencionales: el comportamiento reológico de la pulpa mineral.
Las pulpas minerales son sistemas dispersos heterogéneos que presentan un comportamiento no-newtoniano. Esto implica que su resistencia al flujo (viscosidad) y la energía mínima para iniciar el movimiento (yield stress) no son constantes, sino que fluctúan dinámicamente según la mineralogía, la granulometría y el porcentaje de sólidos.

El desafío de la reología no-newtoniana en la celda
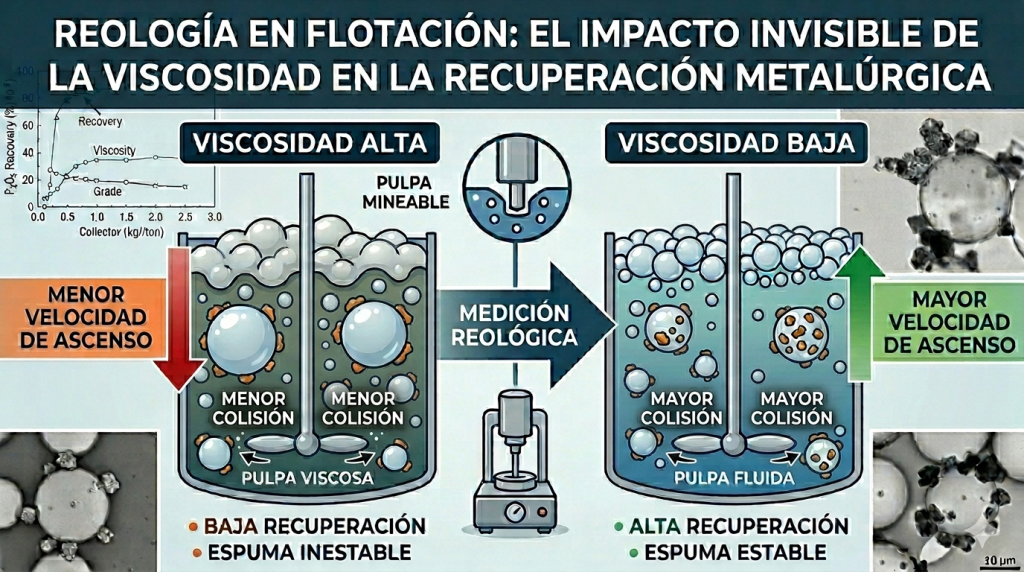
La eficiencia de la flotación depende de la probabilidad de colisión, adhesión y estabilidad del agregado partícula-burbuja.
Cuando la viscosidad aparente de la pulpa se eleva por encima de los umbrales críticos, la fluidodinámica interna de la celda se degrada:
- Dispersión de gas deficiente: Una alta viscosidad dificulta la ruptura de las burbujas de aire, generando tamaños de burbuja mayores y una menor área superficial de contacto.
- Zonas de estancamiento: El incremento del yield stress puede provocar que ciertas regiones de la celda pierdan su condición de mezcla perfecta, favoreciendo la sedimentación de partículas pesadas y el cortocircuito de finos.
- Alteración de la turbulencia: La micro-turbulencia necesaria para el encuentro efectivo entre el colector y el mineral se ve amortiguada por la resistencia viscosa del fluido.
Presencia de arcillas: Caolinita y Montmorillonita
La variabilidad mineralógica es el principal motor de la inestabilidad reológica. La presencia de arcillas, debido a su morfología laminar y carga superficial, transforma radicalmente la pulpa.
Investigaciones han demostrado que la Montmorillonita, incluso en bajas concentraciones, incrementa exponencialmente la viscosidad y el yield stress, reduciendo significativamente la recuperación de cobre.
Por su parte, la caolinita tiende a generar un menor impacto en la viscosidad, pero provoca un elevado arrastre de ganga hacia el concentrado, afectando la selectividad.
Estabilidad de espuma y arrastre mecánico
La reología no solo afecta la zona de colección, sino también la zona de espuma. La presencia de partículas finas y ciertos iones metálicos puede estabilizar la espuma de manera excesiva, incrementando la viscosidad de la misma y favoreciendo el arrastre mecánico de ganga no deseada.
Tradicionalmente, el control de la espuma se realiza mediante la inspección visual o sensores de nivel, pero estos no detectan los cambios en la tenacidad y viscosidad de la espuma inducidos por la química de la pulpa.
De la medición batch al monitoreo inteligente (KRheo y RheoThink)
El dogma de «no se puede optimizar lo que no se mide» es especialmente vigente aquí. La medición tradicional de laboratorio es lenta y no representa el estado dinámico del proceso.
La implementación de tecnología de reología en línea, como el multisensor KRheo, permite obtener más de 1,300 datos diarios de variables críticas como viscosidad, yield stress, pH y potencial redox (ORP) en tiempo real.
Al integrar estos datos con la plataforma de IA RheoThink, la planta puede:
- Predecir el comportamiento de la pulpa ante cambios en la mineralogía.
- Ajustar la dosificación de reactivos para compensar el efecto de las arcillas.
- Mantener el proceso en la zona óptima.
El valor de la observabilidad
La optimización de la flotación en la minería moderna requiere ir más allá de los balances de masa tradicionales. La incorporación de la «huella reológica» como variable de control permite estabilizar el proceso frente a la variabilidad del mineral de entrada.
Los casos de éxito documentados muestran que una gestión proactiva de la reología puede resultar en un incremento de hasta un 2,6% en la recuperación de cobre.